焊膏点胶 焊接过程中的重要步骤,能确保获得最佳效果。点胶 精细结构点胶 进行精密焊膏点胶
在处理精细结构时,若将点胶点大小、体积和位置调整至与相应的焊盘几何形状相匹配,即可实现焊膏的精准点胶。这一点对于小型焊盘、细间距及微型化SMT电路板尤为重要,因为在这些情况下,钢网印刷可能已达到工艺极限。
您希望将焊膏精确地涂覆在小焊盘或精细结构上吗?
请与我们探讨您的应用需求——我们将共同评估哪种点胶方案最适合您的工艺流程。
适用于小型焊盘、细间距及微型电路板的精密焊膏点胶
焊盘、间距和电路板结构越小,焊膏的点胶就必须越精准。 随着电子制造领域微型化的不断推进,对焊膏点胶的要求也日益提高。焊盘面积变小,间距变窄,允许公差也更小。在较大焊盘上还能稳定运行的工艺,在精细结构中可能会迅速导致短路、焊膏点缺失、卫星点或润湿不均等问题。
在此情况下,焊膏点胶工艺提供了更大的灵活性。与丝网印刷不同,焊膏的涂布不受固定丝网几何形状的限制。取而代之的是,系统会生成预设的点胶点。点胶点的尺寸、体积和位置均可针对具体的电路板结构进行精准调整。
marco 为此marco 集StepDot点胶 、marc3 龙门系统、软件、摄像头及工艺专知于一体的定制化系统解决方案。其技术挑战不仅在于生成微小的焊膏点,更在于如何在实际生产条件下,以可重复且工艺可靠的方式将焊膏点精准地转移到电路板上。
为什么精细结构会增加焊膏涂布的难度
在焊膏点胶过程中,焊膏会精准地施加到焊盘的指定点位上。点位大小、体积和位置均会根据具体的焊盘几何形状进行调整。因此,较小的焊盘可施加较少的焊膏量,而同一布局中的其他区域则会获得不同的焊膏体积。
点胶头、运动平台与工艺控制之间的协同作用至关重要。StepDot点胶 生成点胶点,marc3 龙门系统将 StepDot 精确定位在电路板上方,而摄像头和软件则协助对正在进行的工艺进行评估。
marco 在处理精细结构时的设计宗旨
对于小面积焊接、细间距和多变的焊盘几何形状而言,最关键的是精准的点焊位置、灵活的焊料量以及稳定的整体工艺流程。
掌握精细结构
即使在焊接面积较小且间距狭窄的情况下,也能实现精准的点焊。
灵活调整字号
在生产过程中,可以有针对性地施加不同大小的点和不同体积的物料。
稳定控制工艺
体积测量具有可重复性,出错率低,且在严苛条件下也能获得可重复的结果。
系统而非单个组件
StepDot、龙门系统、软件、摄像头以及工艺技术知识紧密结合。
精细结构的典型应用领域
该点胶工艺特别适用于SMT应用,这类应用通常涉及微小几何尺寸、可变的焊膏体积或对重复性有较高要求:
🔹 间距极细且焊盘面积较小的组件
🔹 作为钢网印刷补充的关键焊盘
🔹 焊盘尺寸和焊膏用量各异的布局
🔹 部分已贴装的电路板,例如在维修站中
🔹 公差要求严格的微型SMT组件
因此,这种点胶方式特别适用于需要针对特定结构进行精准焊膏涂布的领域。
焊膏点胶必须满足哪些要求
对于精细结构而言,关键不仅在于涂覆少量焊膏,更在于确保每个点焊点的形状、位置和体积都能保持一致。
主要要求包括:
🔹 焊膏点小,高度与直径之比稳定
🔹 体积重复性可靠
🔹 在小型焊盘上定位精准
🔹 细间距下无桥接现象
🔹 无卫星点或意外焊膏残留
🔹 可变点尺寸,适应不同焊盘几何形状
🔹 生产过程中对小批量产品的检测
在点焊焊膏点控制的背景下,高度与直径之比反映了单个焊点的结构稳定性与清晰度。形状规整的焊点有助于后续的润湿过程,并降低工艺失误的风险。
从点胶头 计量单元
对于精细结构而言点胶头 一个精确的点胶头 是不够的,因为微小的焊膏点必须精确定位、受控,并在多次重复操作中保持稳定。
marco 点胶 专为精确点胶极微量的焊膏marco 。
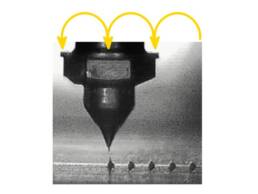
StepDot点胶 将高速针头计量与高精度相结合的点胶头。喷嘴采用压电驱动,即使在极小体积的点胶情况下也能实现精准控制。该点胶头可实现最小点径120 µm、点间距300 µm及更小的 点胶精度。
marc3 龙门系统提供了理想的运动平台,可作为模块化计量单元集成到各种生产环境中。
关键在于点胶头、运动平台、软件、摄像头与工艺参数之间的精准协同。唯有如此,才能构建出适用于精细结构的可靠生产工艺。
精细结构的技术特性
在将焊膏点涂到小型焊盘、细间距及微型化电路板结构上时,以下技术特性尤为重要。
| 技术特性 | 对精细结构的重要性 |
|---|---|
| 最小点尺寸为120微米 | 适用于非常小的焊膏点 |
| ±15 µm 定位精度 | 即使在微小结构上也能实现精准涂布 |
| 实时成交量分析 | 对配料过程的持续评估 |
| 最高100 Hz的时钟频率 | 实现高动态的计量 |
| 点间距为300微米及以下 | 即使是结构紧凑的几何形状,也能确保工艺稳定地实现 |
您想知道您的几何形状是否可以进行剂量控制吗?
请将您对焊盘尺寸、间距和焊膏用量的要求发送给我们——我们将评估其技术可行性。
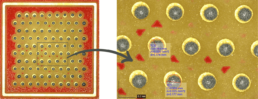
在8小时连续测试中,小焊膏点的位置精度
焊膏点越小,工艺控制就越重要。体积、位置或点形上的细微偏差都会直接影响最终的焊接效果。因此,点胶过程不仅必须精准启动,还必须在整个运行过程中保持稳定。
marco 点胶与摄像头、分析及过程控制marco 。在一项为期8小时的连续测试中,已证实该系统在连续运行条件下能够稳定地进行焊膏点胶。测试表明,这不仅关乎单个点位的精准度,更在于能否在多次点胶循环中获得可重复的结果。
作为微细结构系统解决方案点胶 焊膏精密点胶
针对具有精细结构、小型焊接区域和复杂焊盘几何形状marco 提供marco 由 StepDot点胶 、marc3 龙门系统、软件、分析工具及工艺专业知识组成的定制化marco 。
其成果并非某种孤立的单一组件,而是一种可重复的点胶工艺,适用于那些传统工艺(如网版印刷)已达到工艺极限的应用场景。
请与我们探讨您的应用需求。我们将共同为您找到合适的解决方案。